


Among the various plants that S.VE.D.A. supplies to its customers there are also the Ammonia suction and recovery units.
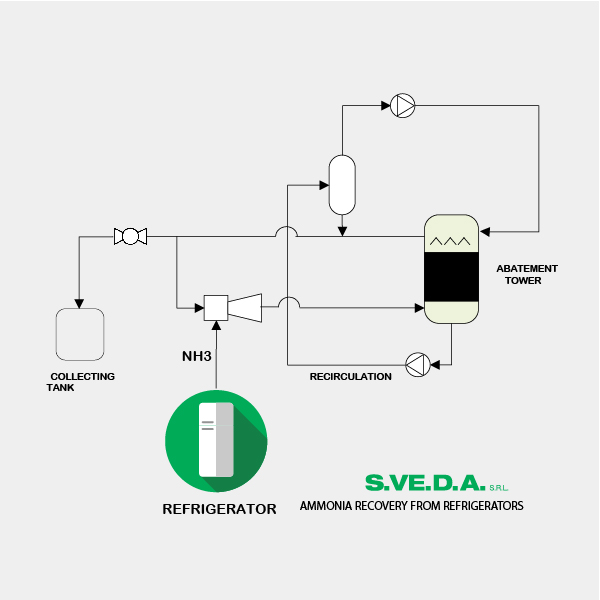
These plants are able to aspirate ammonia from various sealed suction points connected to a vacuum collector, typically adopted in the field of treatment and recovery of ammonia refrigerators. The units are mounted on a basement equipped with wheels that can be easily moved and placed in the most suitable place, either manually or by a forklift. Tanks and piping are made of plastic material so that they can not be attacked by ammonia and other aggressive contact fluids.
The plant is supplied key in hand, complete with control and safety instrumentation, everything managed by an electric panel equipped with a PLC, which guarantees the highest ease of operator / machine dialogue.
– Recycling Sector
– Plant supplied key in hand
– Training sessions for staff for the proper use of the system
– Research and development of non-standard units
– After sale assistance and spare parts supply along all the processing chain
– Absence of atmospheric emissions
– Recovery of ammonia as a water-based solution easily treatable and disposable
– Operational simplicity and low running costs





