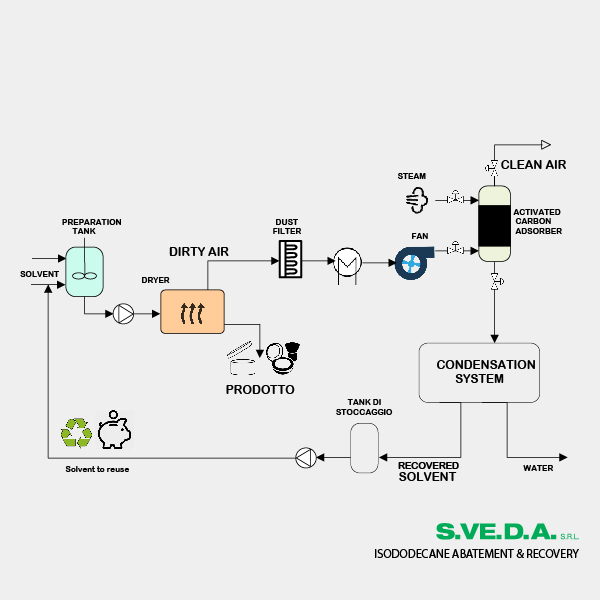
Isododecane is widely used in the cosmetic industry as a solvent for its emollient properties and because it evaporates quickly without leaving residues in the product. For these reasons it is utilized to prepare the mixtures that, once dried, generate the finished product (face powders, eye shadows, etc. ..) S.VE.D.A. has developed a system which allows not only to prepare and dry the mixture, but especially to treat the polluted air containing isododecane in order to obtain clean emissions at the chimney, in accordance with the law, and to recover the solvent for reuse it in the production process. This results in a closed loop process that brings benefits both in environmental terms and in economic terms (saving on solvent purchase).
The preparation of the mixture takes place inside special mixing tanks ; then the mixture is loaded into the dryer where heating produces the evaporation of the solvent. The finished product is collected outside the dryer while the polluted air containing isododecane is sucked-in through a dedicated fan; this is then filtered by any powders, cooled, and sent to the adsorbers (one or more than one), where the ACTIVATED CARBON beds retain the isododecane, while clean air is expelled from the chimney. Once saturated, the activated carbon is regenerated by sending a water vapor stream in the Adsorber; the steam strips isododecane from carbon and drags it away, restoring the adsorbing capacity of the beds. Through a system of vapor condensation and separation, isododecane is recovered with a purity greater than 99% and so it can be reused as raw material in the process.
The plant is supplied key in hand, complete with electrical panel, electric system, PLC and operator interface terminal, assembled, calibrated and ready for production. Depending on requirements, it can be provided in its entirety (Preparation + Drying + Recovery), or even just in a single section.
– Cosmetic Industry
– Training sessions for staff for the proper use of the system
– Remote assistance and remote monitoring system
– Continuous monitoring of stack emissions
– Study and optimization of existing suction lines
– Very high efficiency of the solvent removal (96 ÷ 99.5%)
– Totally GREEN system (Zero Emissions)
– Solvent Recovery with its reuse in the production process = economic saving + no environmental
impact in the manufacturing process
– Low power consumption and reduced system management costs
– Modular plant design which allows successive enlargements according to the flow to be treated